
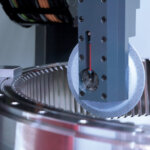
As wind turbines get bigger and more powerful, the industry continues to try to reduce production costs. This requires production methods that can produce gears cost-effectively and in high quality, even with complex flank modifications. Gear sizes in wind power typically range from 800 to 4,000 mm, with some gears even reaching a diameter of 8,000 mm and weighing up to 100 tonnes. The most common size in the field of external gears is 1,200 mm in diameter and ranges from module 12 to module 52. The profile grinding wheels typically have a diameter of 100 to 450 mm.
Only a perfectly ground gear geometry ensures optimum power transmission for high wind turbine efficiency and smooth running. Grinding burn must be avoided under any circumstances, because the forces in the gearbox are very high and tooth breakage is very expansive. High-precision gear quality is a matter of course at Klingelnberg and Krebs & Riedel. It increases the service life of the individual gear components and makes a significant contribution to reducing maintenance and production costs.
To achieve maximum synergy between the grinding machine and the grinding wheel, Krebs & Riedel optimizes the process with application support at customer sites around the world and offers a new premium grinding wheel with a precision-shaped abrasive grain with its Blue Moon TZ product range.
Blue Moon TZ is characterized by a very high cutting performance and a very high material removal rate.
“In some trials, the material removal rate (Q’w) was more than 30 mm³/mms,” said Sigurd De Ridder, Senior Application Engineer at Krebs & Riedel, who conducts trials and process optimization for customers worldwide. “Precision-shaped abrasive grains are state of the art today. Blue Moon TZ is comparable in performance to other precision-shaped abrasive gains on the market. It is self-sharpening, very sharp-edged, microcrystalline and has an elongated trapezoidal shape.”
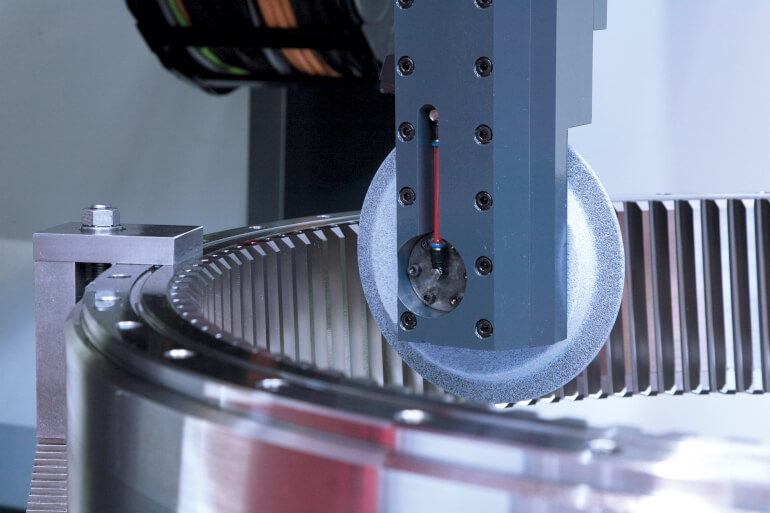
The homogeneous pore structure of Blue Moon TZ contributes to an extreme improvement of the entire cooling system during the grinding process. Due to the open structure, the entire grinding wheel is immediately flooded by the cooling liquid. Even with extreme material removal rate, the chip is transported away from the contact surface. This avoids heat input that could lead to thermal damage to the gear.
On average of all tests on Klingelnberg Höfler Rapid 2500 machines, De Ridder had the following grinding results: A cooler grind and a longer tool life, combined with up to 20{7bfcd0aebedba9ec56d5615176ab7cebc5409dfb82345290162ba6c44abf8bc8} faster grinding time compared to standard grinding wheels. The longer tool life and higher grinding performance helps to reduce costs while achieving the same, or even better, quality of the gear. On average of all dressing tests, De Ridder achieved the following results: 20{7bfcd0aebedba9ec56d5615176ab7cebc5409dfb82345290162ba6c44abf8bc8} longer dressing intervals, 30{7bfcd0aebedba9ec56d5615176ab7cebc5409dfb82345290162ba6c44abf8bc8} less infeed, which also leads to a longer tool life of the dressing wheel. Another side effect is that the machines have a lower power consumption after the optimization.
The profile grinding machines of the RAPID series for large workpiece sizes are designed for component diameters up to 8,000 mm. Depending on individual requirements, they are equipped with an extended stroke range (L variant) and are also available in two variants. In addition to the standard configuration, the machine is also available with a small grinding head to accommodate very small grinding wheel diameters of 300 to 20 mm (K variant).
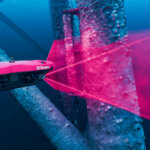
In all configurations, machines of the RAPID series can be converted from external to internal gears in a very short time by means of optional internal gear grinding arms. In addition, the special arrangement of the machine axes, a thermally stable and almost vibration-free machine bed made of mineral casting, as well as wear-free torque drives in the machine table and the grinding head for 5-axis grinding contribute to the proven precision, consistent quality and enormous flexibility. Thanks to the highly flexible grinding head with integrated 3D probe and adjustment of the helix angle during the grinding process, gears can be topologically modified in 1-flank grinding or 2-flank grinding, depending on the permissible deviations. The measurements with the optionally available testing devices ensure a controlled grinding result already during the grinding process.
Serial production of large gears requires many hours of workpiece set-up, programming, grinding, dressing and quality control. It is important to use a premium grinding wheel with precision-shaped abrasive grain. The dressing and grinding processes should be perfectly set up on the grinding machine and optimized by application support. The Blue Moon TZ premium grinding wheels have not only proven themselves in the grinding of planetary gears, spur gears and IR outer and inner rings. They have also led to a reduction in production costs when grinding drive shafts, automotive gears and conveyor screws.
News item from Krebs & Riedel
Filed Under: News





{kind=link}